


315T四柱油压机精度检测是保障成品加工件能到需求标准的,如果误差过会影响到产品在实际中的应用。一般可以用平尺量块检验此方法-般用于长度尺寸小于或等于1 600 mm的平面。三个等高量块放在被检测平面上选择的三个基准点A、B、C上。将平尺放在A和C上,在被检测平面上的E处放可调量块使其与平尺下平面接触,再将平尺放在B和E上,在D处放,可调量块使其与平尺下平面接触。此时,A、B、C、D、E量块的上平面同在一平面内,依次将平尺放在AB、DC、.AD、BC.上, 即可测量平尺下平面与被检测平面之间各点的垂直偏差。用同样方法在被检测的F、G点检测,以各测点偏差的大读数差值作为该平面的平面度误差[见图1a)].对于中心有孔的平面使用本方法时,可通过孔周围的过渡点按同样方法测量。
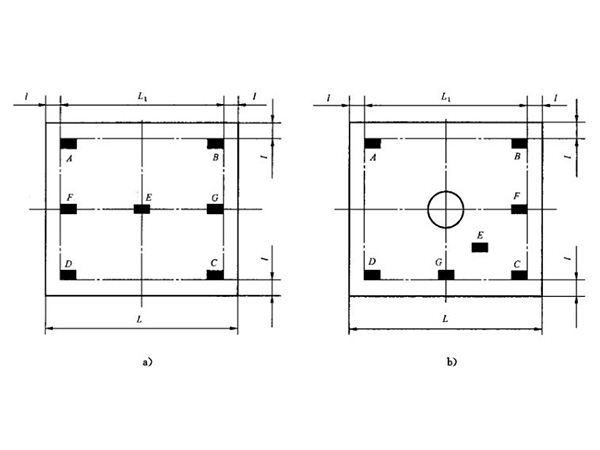
再用用水平仪检验,早对315T四柱油压机精度检测时此方法般用于长度尺寸大于1 600 mm的平面。通过被检测平面上的三点A.B.D的平面作为基准平面。先沿着AB、AD按图所示的箭头方向依次移动测量距离d,采用作图的两点联锁法测定其轮廓,其他依次再按箭头方法测定它们的轮廓使得包括整个平面,这样被检测平面上的各测点到基准平面的坐标值,即为各测点相对于基准平面的偏差,其大读数差值作为该平面的平面度误差。








